(一)毛皮加工技术
獭兔生产的主要产品是毛皮,毛皮剥制技术的好坏,直接关系到产品的商品价值和饲养者的经济效益。因此,进行獭兔生产,必须把提高毛皮品质、熟练地掌握毛皮剥制技术放在重要地位。
1.獭兔换毛规律
獭兔正常的换毛现象是对外界环境的一种适应表现,换毛时期可分为年龄性换毛和季节性换毛。
(1)换毛时期:
①年龄性换毛:主要发生在未成年的幼兔和青年兔。第一次年龄性换毛始于仔兔出生后30日龄左右,直至130~150日龄结束,尤以30~60日龄和90日龄左右最为明显。据观察,120日龄内的獭兔被毛多呈空疏、细软,不够平整,随日龄增长逐步浓密、平整,以第一次换毛结束后的毛皮品质最好,屠宰剥皮最经济。
第二次年龄性换毛多在170日龄左右开始,210~240日龄结束,换毛持续时间较长,有的可达4~5个月,且受季节性影响较大,如第一次年龄性换毛结束正处春、秋换毛季节,往往立即开始第二次年龄性换毛。
②季节性换毛:即指成年兔的春季换毛和秋季换毛。春季换毛,华北地区发生在3月初至4月底,南方地区则发生在3月中旬至4月底;秋季换毛,华北地区多发生在9月初至11月底,南方地区则发生在9月中旬至11月底。
季节性换毛的快慢与气候变化的快慢相关。另外,亦受年龄、健康状况和饲养水平等因素的影响。
(2)换毛顺序:换毛顺序一般先由颈部开始,紧接着是前躯背部,再延伸到体侧、腹部及臀部。春季换毛与秋季换毛顺序大致相似,惟颈部毛在夏季继春季换毛后仍不断地脱换,秋季换毛则无此种现象。
獭兔换毛期体质较弱,消化能力降低,对气候的适应能力也减弱,容易受寒感冒。因此,换毛期间应加强饲养管理,供给易消化、蛋白质含量较高的饲料,特别是含硫氨基酸丰富的饲料,对被毛的生长尤为重要。
2.宰杀取皮方法
獭兔贵在其皮,通常以皮张品质来衡量其商品价值,宰杀取皮方法的好坏往往会影响到毛皮的质量和收购等级。
(1)取皮季节:要取好獭兔皮,最重要的是一要适龄,二要适时。适龄就是选在青年兔的第一次年龄性换毛后、第二次换毛前、5月龄、体重2.75千克左右宰杀取皮最为适宜,这时皮张面积已达0.1111米2,符合等级皮要求;如从毛皮成熟度而言,能在第二次年龄性换毛后宰杀更佳,但延长2个月的饲养期,将使饲养成本明显增加。适时就是成年兔取皮、老龄兔淘汰最好选在冬末春初,即11月到次年3月前后,这时绒毛足、光泽好,板质优,毛绒不易脱落,优质皮比例大。
不取换毛皮,应该成为獭兔皮生产的一条戒律。换毛期取皮,绒毛长短不一,极易脱落,鞣制成熟皮时绒毛成片脱光。检查方法,就是扒开被毛,目测绒毛表面是否平整,手贴兔体顺向或逆向推行,手测有无绒毛脱落。如果发现绒毛表面长短参差不齐,绒毛容易脱落,则为换毛期;如果目测背腹毛没有明显界限,平整丰厚,不易脱落,则为非换毛期,可宰杀取皮。
(2)取皮方法:獭兔取皮要破除长期形成的先宰杀放血、后剥皮的传统方法;改为先处死、后剥皮、再放血的新方法,以减少毛皮污损。
①准备工作:为了保证兔皮和兔肉的品质,对要宰杀的兔子先进行健康检查,病兔尤其是患有传染病的兔子应隔离处理。确定屠宰的兔子,宰前应断食8小时,只供给充足的饮水。这样不仅有利于屠宰操作,保证皮张质量,而且还可节省饲料。
②处死方式:一是颈部移位法,在农村分散饲养条件下,最简单而有效的方式,即用左手抓住后肢,右手捏住头部,将兔身拉直,突然用力一拉,使头部向后扭,颈椎脱位致死;二是棒击法,即用一手提起后肢,另一手持木棒猛击耳根延脑部致死;三是电麻法,即用70伏、0.75安电麻器轻压耳根部,使其触电致死;四是耳静脉注射空气5~10毫升,使血液栓塞致死。至于农村常用的尖刀割颈放血或杀头致死,则易玷污毛皮和损伤皮张,不宜采用。
(3)剥皮技术:处死后的兔子应立即剥皮。
①手工剥皮法:一般先将左右后肢用绳拴起,倒挂在柱子上,用利刀切开跗关节周围的皮肤,沿大腿内侧通过肛门单行挑开,将四周毛皮向外剥开翻转,用退套法剥下毛皮,最后抽出前肢,剪掉眼睛和嘴唇周围的结缔组织和软骨。在退套剥皮时,注意不要损伤毛皮,挑破腿肌或撕裂胸腹肌(图11)。
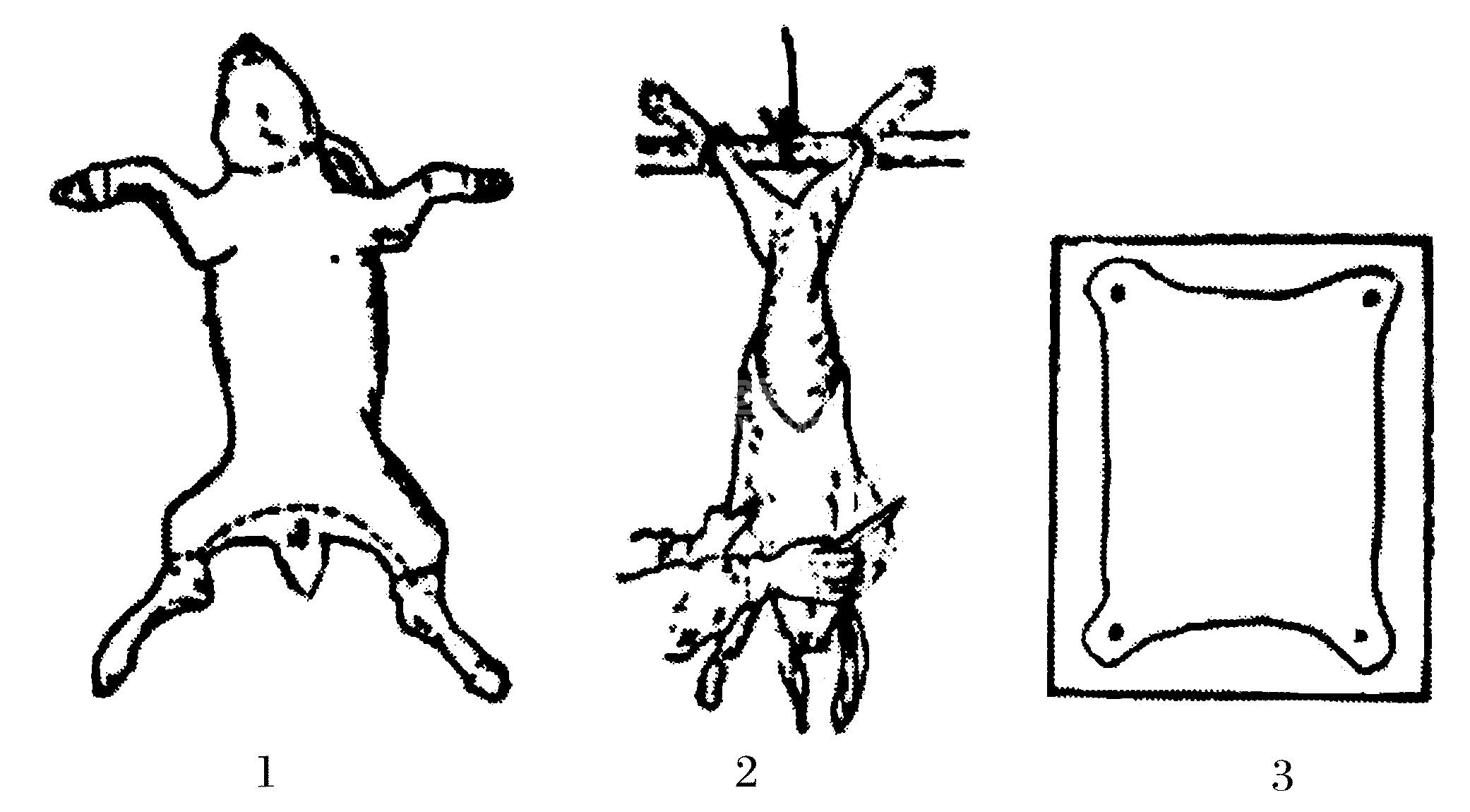
图11 手工剥皮法
1.剥皮剪线 2.退套剥皮 3.兔皮晾晒
②半机械化剥皮法:先用手工操作,从后肢膝关节处平行挑开剥至尾根,用双手紧握腹背部皮张,伸入链条式剥皮机的转盘槽内,随转盘转动顺势拉下兔皮。
(4)放血要求:最常用的放血方法是颈部放血法。具体操作是,将剥皮后的兔体侧挂于钩上,或由他人帮助提举后腿,割断颈部血管和气管放血3~4分钟(不能少于2分钟)。剥皮后再放血能减少獭兔毛皮污染,充分放血能使胴体肉质细嫩、含水量少和易于贮存。
(5)鲜皮处理:剥下的鲜皮应立即理净油脂、肉屑、筋腱、乳腺等,然后用利刀沿腹部中线剖开成“开片皮”,毛面向下,板面向上伸展铺平,置通风处晾干。夏秋季节取下的皮张,可在板面均匀擦涂些细盐,然后毛面对毛面、板面对板面叠合1~2小时后,置通风处晾干即可。经食盐腌制的皮张,具有不易变质、不会皱缩、不长蝇蛆、皮板平顺等优点,但遇阴雨天则易回潮,须注意保管。
为了确保商品兔皮的质量,剥下的鲜皮切忌在烈日下暴晒,也不能放在火炉边烘烤,晾干后的兔皮应及时投售,以减少保管的麻烦和不必要的损失。远途邮寄托运投售,可按品质或张片基本一致的叠在一起,每5张一扎,撒上少量防虫剂,包一层防潮纸,然后用纸板箱或塑料编织袋打包成捆投寄。暂时无法投售的皮张,应毛面对毛面摆平叠齐,每张皮板撒上少量防虫剂以防虫蛀,放在通风干燥处暂存,并经常检查,以防腐败、脱毛变质。
(6)屠体处理:处死、剥皮、放血后的屠体,即行剖腹净腔。先用利刀切开耻骨联合处,分离出泌尿生殖器官和直肠,然后沿腹中线切开腹腔,除肾脏外,取出全部内脏器官,在前颈椎处割下兔头;在跗关节处割下后肢;在腕关节处割下前肢;在第一尾椎处割下尾巴。最后用清水洗净屠体上的血迹和污物。
3.毛皮品质鉴定
獭兔皮的商品标准要求宰剥适当,形状完整,去头、腿、尾,刮净肉屑、油脂;鉴别质量好坏,主要通过一看、二抖、三摸;鉴定依据主要为绒毛、色泽、板质和面积。
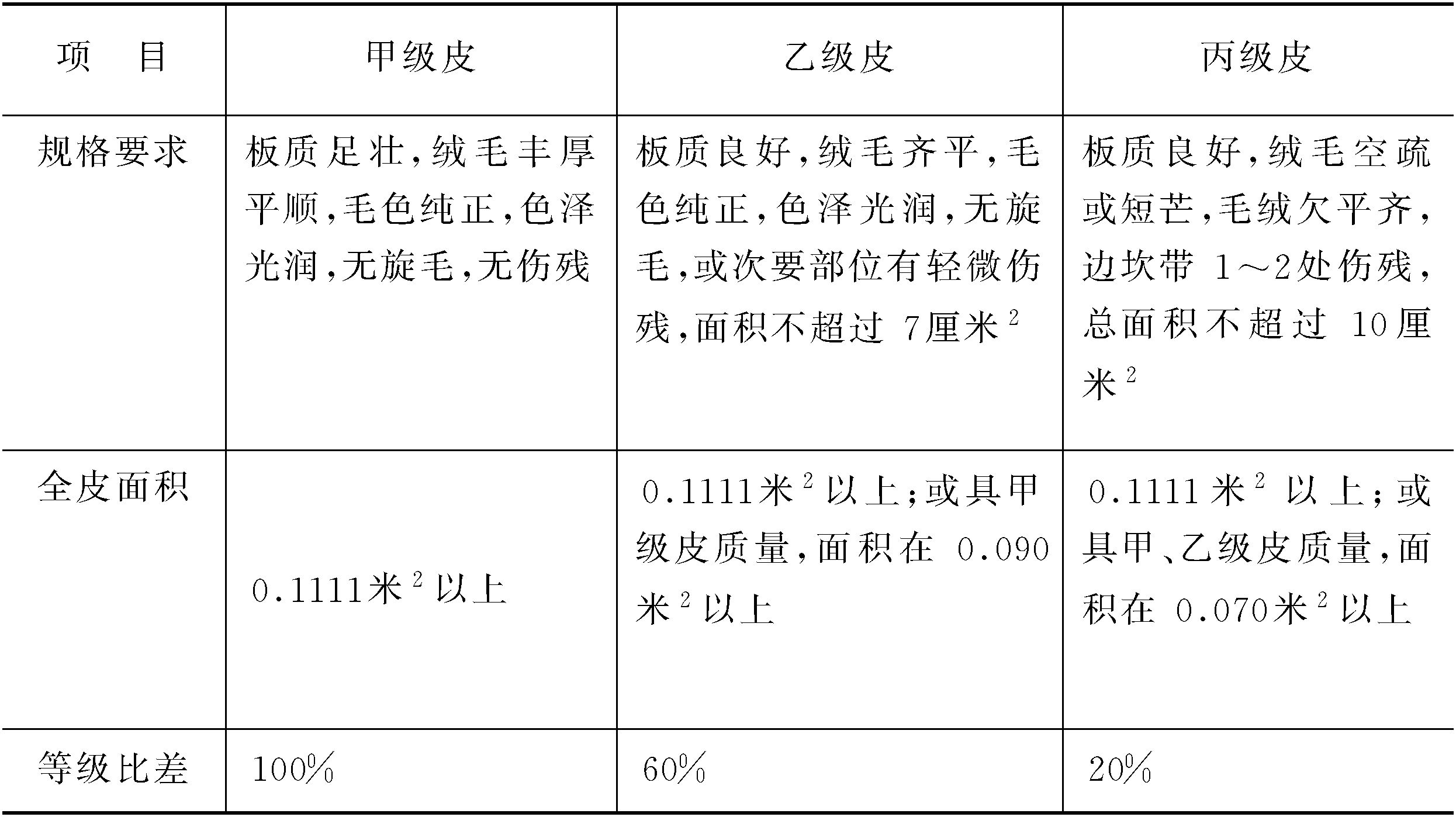
(1)商业标准:獭兔皮的商业要求是,宰剥适当,皮形完整,去头、腿、尾,刮净肉屑和油脂。目前,獭兔皮采用的收购标准,是根据中国土畜产进出口总公司制订的商品等级标准,结合我国獭兔皮生产现状而制订的,暂分为甲、乙、丙三个正式等级(表20)。
表20 獭兔皮商业分级标准和规格要求
收购时注意事项:量皮方法,自颈部中间至尾根量其长度,选腰间中部位置量其宽度,长宽相乘得其面积。品种退化,针毛突出平面按等外皮收购,针毛含量过多者降级收购。严防烈日暴晒、油烧、受闷脱毛。油浸、软脱、剪毛等无制裘价值者暂不收购。
(2)鉴定依据:鉴定獭兔毛皮品质优劣的主要依据为绒毛、色泽、板质和面积。
①绒毛:评定獭兔毛皮品质最重要的指标是绒毛丰厚度、平整度和针毛含量。丰厚度是指单位面积内着生的绒毛数量,除受品种遗传因素影响外,主要受营养、年龄和季节的影响,营养条件越好毛绒越丰厚;青壮年兔比老年兔丰厚;冬皮比夏皮丰厚。饲养管理不善,忽视选育提高工作等均会影响绒毛的丰厚度。平整度是指绒毛长度的均衡性,一张獭兔皮,如果针毛多而突出于毛面,就会失去獭兔毛皮的固有特色。影响平整度和针毛含量的主要因素是营养条件和取皮时间,营养条件愈差,则针毛含量愈多;未经换毛的毛皮,针毛含量往往高于经换毛后的适龄皮张。
②色泽:评定色泽的基本要求是符合品种色型特征,纯正而富有光泽。色泽的纯正度主要受遗传、年龄的影响。品种不纯的有色獭兔,后代容易出现杂色、色斑、色块和色带等异色毛;由于年龄不同其色泽也有很大差异,獭兔一生中以5月龄至周岁前后毛色最为纯正而富有光泽;4月龄前的青年兔及老年兔,毛皮色泽多呈淡而无光,有色獭兔的毛皮色泽多随年龄增长而逐渐变淡,且失去光泽。此外,管理不善、营养不足、疾病等因素均会影响被毛的色泽。
至于何种色型的獭兔毛皮最珍贵,饲养何种色型獭兔最合算,主要取决于市场的流行需要和人们的不同爱好。现代科学技术发达,可根据不同需求通过染色来迎合市场需要,不过部分颜色人工染色难度较大,如海狸、青紫蓝、蛋白石色等。从目前的收购情况看,不同色型都属一种价,决定品质优劣的关键是毛色纯正度。近期就商品角度而言,则以白色为最好。白色獭兔遗传性稳定,不会出现杂色后裔,饲养数量最多,有利于提纯复壮,被毛表里色泽一致,有利于提高商品品质。
③板质:评定板质的基本要求是厚薄适中,质地坚韧,板面洁净,色泽鲜艳,被毛附着牢固。青年兔在适宜季节取皮,板质一般较好,老龄兔取皮则板质比较粗糙、过厚。部分毛皮板质不良,多因饲养管理粗放,剥制技术不当,晾晒、贮存、运输不良等,严重者多无制裘价值。
④面积:面积大小关系到商品使用价值。评定面积的要求是凡等内皮均不能小于0.1111米2,达不到标准者就要相应降级。据实践经验,要达到0.1111米2的规格要求,獭兔活重需达2.75~3千克。但我国现有獭兔品种,成年体重多为2.5~3千克,5月龄体重多在2~2.5千克,皮张面积只有0.07~0.09米2,一张完好的獭兔皮充其量只有乙级皮。所以,增大体形、提高前期生长速度是獭兔商品生产的当务之急。
⑤伤残:伤残缺陷直接影响到皮张的利用价值。鉴别时,应区分软、硬伤,伤残处数的多少,面积大小,分散集中程度等,全面衡量影响毛皮质量的情况。
(3)鉴定方法:鉴定兔皮质量的方法,主要通过一看、二抖、三摸等步骤。
一看:就是用一手捏住兔皮的头部,另一手执其尾部,仔细观察其毛绒、色泽和板质等。一般先看毛面,后看板面,观察被毛的粗细、色泽、皮板、皮形是否符合标准,有无瘀血、损伤、脱毛等现象。板质足壮是指皮板有足够的厚度,厚薄适中,皮板纤维组织细致紧密。瘦弱皮板是指皮板既薄又弱,呈干枯状、无油性、弹性差。
二抖:就是用一手捏住头部,另一手执其尾部,然后用捏住尾部的一手上下轻轻抖动毛皮,观察被毛长短、平整度,确定毛脚软硬,粗毛突出毛面或粗毛含量过多者均应降级处理。春、秋季节剥制的兔皮或宰杀、剥制、加工过程中处理不当,则会引起脱毛现象,如果在抖皮过程中出现毛绒脱落,可视为脱毛皮,则应考虑降级。
三摸:就是用手指触摸皮毛以鉴别被毛弹性、密度及有无旋毛,用手插入被毛,凭感觉检查其厚实程度。测定被毛密度也可用嘴沿逆毛方向吹开被毛,形成漩涡中心,根据露出皮板面积大小进行评定,最好的密度为漩涡中心看不到皮板,或类似大头针大小。这种最好的密度一般处在兔的臀部,较好密度在背部。
4.影响毛皮品质的因素
剥皮季节、品质特征、宰剥年龄、饲养管理和加工技术等因素均可影响獭兔毛皮品质的优劣。
(1)剥皮季节:剥皮季节对青年兔而言影响不大,而成年兔、老龄淘汰兔取皮则以冬皮品质最佳,因为冬季气候寒冷,兔皮毛长绒厚,毛面整齐,色泽光润,板质厚实;春季正值成年兔或老龄淘汰兔的换毛季节,兔皮毛长而稀,底绒空疏,毛面不整齐,板质比较粗糙,所以质量较差;夏季因气候炎热,毛短而粗,底绒稀薄,皮板薄而硬,略呈暗黄色,品质最差,使用价值很低;秋季因气候适宜,饲料丰富,毛绒密而平齐,但仍较短,板质比较厚实,品质仅次于冬皮。
(2)品种因素:品种因素是决定毛皮质量的关键因素之一,如品种遗传性不稳定,除出现异色个体外,其后代被毛极易出现杂色、色斑、色带、锈色和吊肚等缺陷。
杂色——指被毛中掺杂有其他不正常颜色,杂色毛数量少、散布均匀者影响不大,如数量多、呈斑点者影响就大。
色斑——指被毛中带有不同色泽、大小各异的杂色斑块,明显影响外观,尤以彩色皮板上的异色斑块影响更大。
色带——指体侧部带有与背腹毛不同的,自前躯至后躯的异色被毛,尤以数量多、散布不规则的色带影响更大。
锈色——指绒毛表面所出现的不正常锈色,尤以蓝色、黑色、巧克力色、青紫蓝色被毛中最易出现;老年龄、营养缺乏之兔皮也较多见。
吊肚——指背腹毛色泽差异较大的个体,其腹部毛色扩大到体侧会明显影响出材率。另外,毛绒着生方向不一致而引起的旋毛亦会明显影响毛皮的外观质量。
(3)宰剥年龄:年龄对毛皮质量影响很大。一般来讲,成年兔皮质量比幼龄皮要好。4月龄前的幼龄兔,因绒毛不够丰满,胎毛脱换未尽,板质轻薄,商品价值不高;5~6月龄的壮龄兔,板质厚薄适中,绒毛浓密,色泽光润,质量最佳;老龄皮板质厚硬、粗糙,绒毛空疏、枯燥,色泽暗淡,商品价值很低。
取皮季节对毛皮品质也有明显的影响,最常见的缺陷就是松针皮和龟盖皮。
松针皮——指换毛初期有些绒毛脱离皮板,但仍残留于绒毛中,呈小撮状露出绒面,对毛皮质量影响很大。
龟盖皮——獭兔换毛多从背部开始,腹部最后完成。根据换毛情况,有些背部绒毛丰厚平整,腹部绒毛空疏;有些背部绒毛长短不一,腹部毛绒基本一致;有些背腹毛基本一致,但背腹毛连接处出现一圈短毛。以上三种情况,统称为龟盖皮,为獭兔皮中的常见缺陷之一,对毛皮质量影响很大。
(4)饲养管理:饲养管理对毛皮品质影响很大。饲料中蛋白质不足,往往会导致短芒和引起毛纤维强度下降;维生素和微量元素缺乏,常会导致被毛褪色、脆弱,甚至脱毛现象。
因饲养管理不当而导致的缺陷皮,主要有尿黄皮、癣癞皮和伤疤皮。
尿黄皮——因笼舍潮湿,卫生条件差而导致腹部、后躯被毛被粪尿污染成棕黄色。轻度污染仅危及毛尖者影响其外观;严重污染使腹毛呈深棕时,会导致被毛脆弱易断,严重影响制裘品质。
癣癞皮——患有疥癣的獭兔,轻者被毛粗乱,缺少光泽;重者皮肤结痂,被毛成片脱落,失去制裘价值。患有兔虱的獭兔,被毛粗乱、脆弱,缺少光泽,对毛质量影响很大。
伤疤皮——因兔子群养,互相斗殴,咬破皮板,伤口感染溃烂,愈合脱痂后成伤疤。初愈时患处多呈无毛、光秃;痊愈后患处虽长出短毛,但已伤及皮层。轻者绒毛不够平整,影响成品外观;重者伤及皮层,制裘后多呈孔洞。
(5)加工贮存技术:加工技术不当常会产生刀洞、歪皮、偏皮、缺材、受闷、撑板和折裂伤、皱缩板等;由于贮存保管不当,则会出现霉烂、虫蛀、油烧、陈皮、烟熏等缺陷。
刀洞——由于剥取技术不慎造成的破残称刀洞;划破皮板未成破洞者称描刀,描刀深度不及皮板厚度1/2者影响不大,超过1/2者影响较大。
歪皮——剥皮时不是从肛门处沿后腿内侧腹背分界处挑开,容易造成背部皮长,腹部皮短;或因后挡开割不正,形成背部皮短,腹部皮长。这种皮张均会影响出材率。
偏皮——筒皮开片时,不沿腹部中线割开,造成皮板脊背中线两边面积不等,形成偏皮。这类皮张将会严重影响出材率。
缺材——獭兔毛皮加工要求是宰剥适当,皮形完整,开成片皮。因加工不当,保管不善或其他原因造成的皮形不完整均称缺材。
受闷——剥下的鲜皮如因加工晾晒不及时或方法不当,导致皮板变质腐烂,被毛脱落,皮板变黑者均称受闷皮,轻者局部腐烂,重者失去制裘价值。
撑板——因撑皮或钉皮,用力过猛、撑拉过大,而不按自然形状晾干,干燥后腿、腹部皮张薄如纸张,极易造成折裂伤,产生折裂痕,制裘时极易破损,影响质量。
皱缩板——鲜皮晾晒时,由于没有展平或周边未加固定,皮板干燥后产生皱缩,不仅影响外观,捆扎时如受重压皱褶处极易断裂,严重影响制裘质量。
霉烂皮——在贮存、运输过程中,皮张淋雨受潮,或鲜皮未干而堆叠过久,均可使皮张受损霉烂,失去制裘价值。
虫蛀皮——兔皮主要成分为蛋白质,易受虫害,尤其因保管不善极易发生虫蛀。轻者被毛成片脱落或呈断毛,重者皮板蛀成孔洞失去制裘价值。
油烧板——剥下的鲜皮未去净油脂或肉屑,又晾晒不当受烈日暴晒,油脂熔化后渗透皮层会导致制裘时脱脂困难,严重者失去制裘价值。
陈皮板——生皮存放时间过久,导致皮板发黄,失去油性,皮层纤维间质变性,被毛枯燥缺少光泽,浸水后不易回鲜,制裘后柔软度差,易产生折裂伤等。
烟熏板——皮张受烟熏时间过久,皮板枯燥发黄,失去油性,被毛发涩,失去光泽,制裘后光泽、柔软度均差,严重影响成品质量。
石灰板——晾晒生皮或贮存皮张时,在皮板上撒放生石灰吸水,因石灰遇水生热而破坏皮层组织。轻者制裘后粒面粗糙,重者板面硬脆,极易折断。
受闷皮——剥下的鲜皮因加工晾晒不及时或方法不当,导致皮板变质腐烂,被毛脱落,板面变黑者均称为受闷皮。轻者局部腐烂造成损失,重者失去制裘价值。
5.原料皮加工技术
(1)防腐处理技术:鲜皮是指刚从兔体上剥取的生皮,其中含有大量水分、蛋白质和脂肪,是各种微生物繁殖的优良培养基,应及时进行防腐处理,以免兔皮腐败变质,影响毛皮品质。目前常用的防腐处理方法主要有干燥法和盐腌法。
①干燥法:即通过干燥使鲜皮中的含水量降至12%~16%,以抑制细菌繁殖,达到防腐的目的。研究表明,鲜皮干燥处理的最适温度是20~30℃。此法的优点是操作简单,成本低,皮板洁净。但应防止皮板僵硬、干燥不匀(如外干内湿)和虫蚀折裂。
②盐腌法:利用干燥食盐或盐水处理鲜皮,是防止生皮腐烂最普遍的方法。一般用盐量为皮重的30%~50%,将其均匀撒布于皮面,然后板面对板面堆叠7天左右,直至皮内和皮外的盐溶液浓度达到平衡状态。此法优点是皮板呈灰色,紧实而富有弹性,湿度均匀,适于长时间保存,不易受虫蚀。但应防止阴雨天回潮。
(2)鞣制技术:兔皮鞣制的目的是使皮质柔软,蛋白质稳定,抗潮防霉,坚固耐用,以作为优质制裘原料。兔皮鞣制方法很多,主要有铬鞣、明矾鞣、甲醛鞣和混合鞣等,其中以甲醛鞣和混合鞣较为简单而实用。
①鞣制原理:利用兔皮纤维组织的多孔性,使鞣液扩散至纤维组织中,通过吸附作用,使鞣液和纤维组织之间发生一系列理化作用,将生皮鞣制成柔软丰满、厚薄均匀、具有延伸性和可塑性的裘皮。鞣制工艺一般分为准备、鞣制和整理三道工序。工艺流程如下:
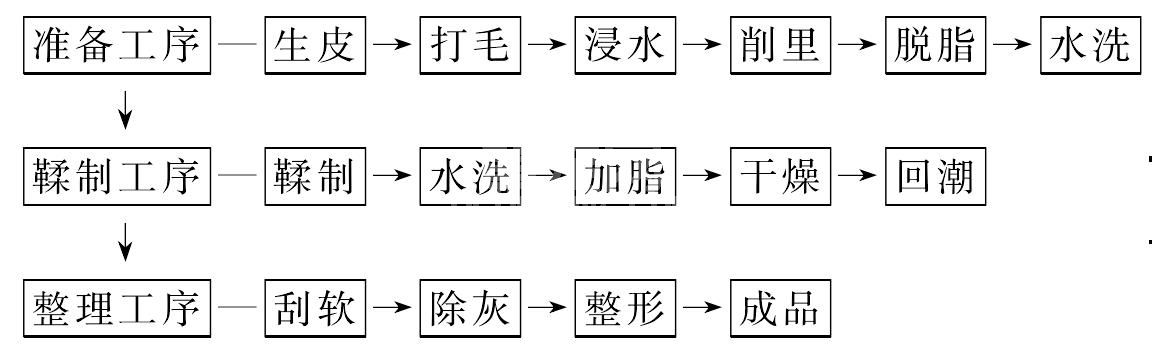
②鞣制工艺技术:
打毛:即梳毛。主要是把生皮的被毛梳开,同时去掉混杂在被毛中的脱毛、草刺、粪块、尘土等杂质和污物。
浸水:把清理后的原料皮完全浸没在清水中,板面向下,毛面向上,定时翻动。浸水量为1∶8,水温以18~20℃为宜;浸水时间为淡干板20~24小时、盐腌板4~8小时。浸水后毛皮含水量应达60%~70%。
削里:用弓形铲刀或螺旋状刀辊铲净皮板上的残肉、油脂和结缔组织,使皮纤维进一步伸张和松散。要求无漏铲、无破洞。
脱脂:利用碱与油脂发生皂化作用除去毛皮上的油脂和污物,达到被毛清洁光亮、皮板接近鲜皮状态。目前主要采用乳化法,常用阴离子合成洗涤剂脱脂。主要脱脂技术参数是:以湿皮重计液比1∶8~1∶10放水,加温至35~40℃;按每升水加洗衣粉(或工业粉)1克、纯碱0.5克的比例加水溶解倒入槽内,搅拌1~2分钟;投皮划动10分钟,以后划动数次,每次2~3分钟。
水洗:脱脂后毛皮立即用温水(30℃左右)洗涤10~15分钟,再用离心机或人工甩水甩去皮张上多余的水分。
浸酸:以湿皮重计液比1∶8~1∶10放水,加温至38~40℃,按3350酸性蛋白酶3~5单位/毫升、食盐30~40克/升、芒硝60克/升、66波美度硫酸3克/升(间隔6小时分2次加入)的比例加入各种辅料,以槽内酸性溶液(pH为2.5~3.5)将蛋白酶浸泡1~2小时;将皮投入槽中划动10~15分钟,以后间隔一定时间划动数次。经浸酸处理后,真皮纤维进一步松散、可塑性增加。实践证明,浸酸过程中食盐加入过多时,既造成浪费,也易使皮板变重、粗糙。
软化:在浸酸软化过程中,应注意观察,以防出现掉毛现象。一般以皮板感觉松散、拇指轻推后肷部稍有脱毛现象,用手掌轻按脊背部有轻微脱毛现象,即为软化完成,可立即将毛皮转入甲醛液或混合鞣液中。软化的目的是增加皮板纤维的柔软性和延伸性,提高毛皮成品率。
鞣制:此处仅介绍甲醛鞣。以湿皮重计液比1∶8~1∶10放水后,加入食盐(20~30克/升)、芒硝(60克/升)、40%甲醛溶液(5克/升)、纯碱(4~5克/升,分2~3次加入)搅拌均匀;经检查达到要求后投皮入槽,搅拌20~30分钟,以后每隔30分钟搅拌一次。12小时后加温至32℃,加纯碱1克/升;24小时后加温至35℃,再加纯碱1克/升;36小时后加温至36℃,检查溶液pH达到8~8.5。实践证明,经甲醛鞣制的毛皮,颜色洁白,较轻,而且耐汗、耐水,收缩温度可高达90℃。
再水洗:经鞣制出槽后的兔皮,一般应静置存放10~12小时,再流水冲液15~20分钟,出皮甩水。
加脂:即用合成油脂或天然油脂作加脂剂,增加皮板的柔软性和耐水性。具体操作方法是,以湿皮重计液比1∶4~1∶5放水,加温至45℃;加入平平加(G-125,5克/升),在划动情况下徐徐加入1号合成加脂剂(阳离子加脂剂),最后加入氨水(2毫升/升),pH达到8.5~9;投皮划动10~15分钟,以后间断划动2~3次,1小时后出皮。
干燥:加脂后兔皮含水量为50%~60%。应采用自然干燥或人工干燥,使皮张含水量降至20%~30%。
回潮:使干燥的兔皮获得适当水分,保持一定的可塑性,以利于刮软、整形等加工处理。常用的回潮方法有喷水回潮和转鼓回潮。喷水回潮采用35~40℃温水均匀喷雾到板面上,适于小型加工厂;转鼓回潮是将含水分20%~30%的锯末和需要回潮的兔皮放入转鼓内滚转,装载量以其容积的3/4为宜,转速12~16转/分,时间为1~2小时。
刮软:采用刮皮机(转速4 000~6 000转/分)或铲刀将皮板刮软,目的是使毛皮皮板纤维伸长,柔软丰满。
成品:鞣制加工的优质兔皮应皮板完整,厚薄均匀,板面洁净,平整、美观、柔软、丰满。缺陷皮常表现为皮板僵硬,抖之发响,强度低,一撕即破;毛皮松动,纤维缠结;毛色暗涩,缺乏光泽等。

